1. Ломљење и пребијање
Ставите отпадни папир или траву-као комерцијалну целулозу у хидраулични пулпер и учините да се поново разбије у целулозу. Производи индустријске амбалаже се обично користе у производњи хоризонталних хидрауличних пулпера, а концентрација пулпе током дезинтеграције је 5%-8%. Његове предности играју улогу само у дисперговању папирних влакана, без ефекта сечења, високе ефикасности дезинтеграције, кратког времена дезинтеграције, мање потрошње енергије, једноставне структуре, малог отиска и може да поднесе више додатака и металних нечистоћа. Отпадни папир. Здробљена пулпа пада у резервоар за складиштење, подешава одговарајућу концентрацију и пумпа је у испрекидану мешалицу или континуирану рафинеру или рафинеру за мућење, или се здробљена пулпа уситњава према потребама производње. Након -пречистача високе концентрације, деконсолидатора влакана и рафинера са двоструким- диском, врши се уклањање шљаке, деконструкција и млаћење, а припремљена суспензија се испушта у резервоар за складиштење или резервоар за дистрибуцију суспензије за приправност. Степен деградације ударања је углавном 28 степени -35 степени.
2. Припремите кашу
У процесу мућења, неколико врста сировина се може квантитативно додати у резервоар за муљ према пројектованом односу каше, а каша се може димензионисати и додати мала количина функционалних адитива. Ако се дода средство за димензионирање да би се повећала отпорност на продирање течности у производ обликованог од папира, средство за димензионирање које се користи је обично колофониј, латекс од парафинског воска или лепак за колофонијски парафински восак. Вреди напоменути да се производ након додавања овог адитива не може назвати еколошки прихватљивом подршком за папир. За целулозу од отпадног папира која се не везује, додајте лепак од колофонија који одговара 3% апсолутне масе сувих влакана пулпе; за производе од лепљеног старог папира. За целулозу треба додати 1,5%-2% лепка од колофонија. Талк у праху се такође може додати у пулпу као пунило да би се постигла већа стопа задржавања суспензије. Водена суспензија која садржи 20%-30% пунила талка може се третирати у миксеру великом брзином 6 минута, а затим разблажити водом и додати хемијска средства. Третира се још 5 минута да би се направила суспензија пунила, која се затим додаје у кашу. Неки произвођачи су такође додали малу количину уља за одбијање, водоодбојност, агенса за влажну чврстоћу и помоћног средства за задржавање суспензије. У процесу пулпе, треба додати одговарајућу количину беле воде или чисте воде да би се подесила концентрација пуњења пулпе на 1%-2% за производњу обликованих производа.
3. Папирно обликовање
Формирање је кључни процес у процесу производње лежишта за папир и игра одлучујућу улогу у квалитету, стопи ломљења, потрошњи енергије у производњи и ефикасности производње обликованих производа од папира. Према принципу дехидрације опреме за формирање, постоје три главне методе формирања лежишта за папир: метода вакуумског обликовања и метода хидроформирања.
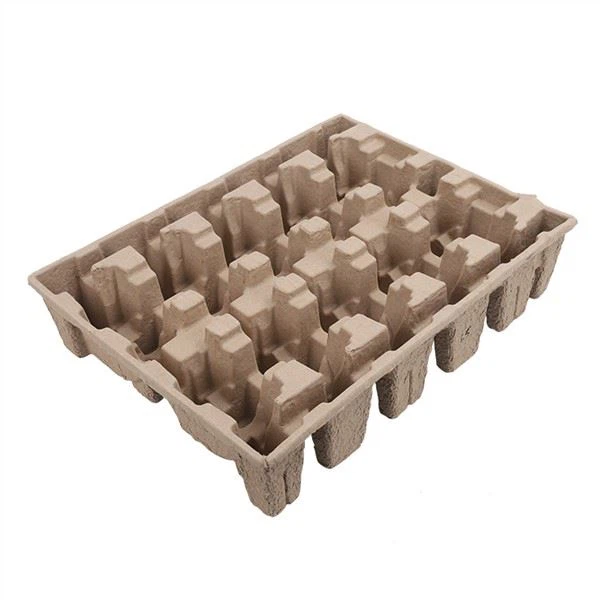
(1) Метода вакуумског формирања се формира вакуумском усисном филтрацијом. Калуп за формирање се ставља у раствор пулпе са концентрацијом од око 1%, а шупљина калупа се вакуумира да би се формирао негативни притисак, а влакна у пулпи се равномерно таложе у формирању На површини калупа калупа, приликом вакуумског усисавања се одузима велика количина влаге. Када се постигне потребна дебљина дела, калуп за калупљење се уклања из суспензије за екструзију и дехидратацију све док садржај воде у делу не буде 75%-80%, а затим се компримовани ваздух пропушта у шупљину калупа да би се одвојио калуп за мокри папир. Ова метода има високу производну ефикасност и уједначену дебљину производа. Погодан је за израду танких делова који нису превише дубоки, као што су тацни за паковање јаја, воћа, посуђа, кутија за тацне итд.
(2) Метода хидроформирања користи хидраулички притисак за стварање већег притиска екструзије путем механичких уређаја са хидрауличним погоном. Његов принцип рада је убризгавање квантитативне количине пулпе у калупну шупљину, а горња калупа за калупљење се стисне надоле под дејством хидрауличног притиска, тако да се пулпа обликује на мрежасти калуп у калупној шупљини, а вода се испушта са доњег краја мрежастог калупа. Делови се уклањају из калупа вакуум адсорпцијом и преносе у следећи процес. Због високог притиска калупа, овај метод је погодан за производњу плитких производа са већом основном тежином и већом густином.